

Istnieją dwa rodzaje tworzyw sztucznych do samochodów: jeden jest tworzywem termoutwardzalnym, które może wytrzymać zwykłe operacje wypiekania; drugi to tworzywo termoplastyczne, które ma tę zaletę, że jest łatwe i szybkie w obróbce. Wśród tworzyw sztucznych do pojazdów 7 najlepszych tworzyw sztucznych i ich proporcje to z grubsza: 21% dla polipropylenu, 19,6% dla poliuretanu, 12,2% dla polichlorku winylu, 10,4% dla kompozytów termoutwardzalnych i ABS 8%, nylon 7,8%, polietylen 6 %
Połączenia z tworzyw sztucznych są kluczową częścią ich powszechnego zastosowania. Plastik można łączyć poprzez mechaniczne mocowanie, klejenie lub spawanie. Szybkie połączenie mocujące jest odpowiednie dla wszystkich tworzyw sztucznych, ale jest kosztowne, skoncentrowane na naprężeniach, nie tworzy szczelnego połączenia lub osiąga odpowiednią wydajność. Klejenie zapewnia doskonałą wydajność i wysoką jakość połączeń, ale jest trudne w obsłudze, wymaga starannego przygotowania spoin i powierzchni oraz jest bardzo wolne i nie nadaje się do produkcji masowej. Spawanie jest ekonomiczne, proste, szybkie i niezawodne i może tworzyć połączenia o wytrzymałości statycznej zbliżonej do wytrzymałości metalu podstawowego, dlatego nadaje się do masowej produkcji i jest coraz częściej stosowany w przemyśle motoryzacyjnym. Poziom technologii spawania tworzyw sztucznych stał się jednym ze wskaźników pomiaru poziomu technologii produkcji samochodowej i poziomu rozwoju nowych materiałów.
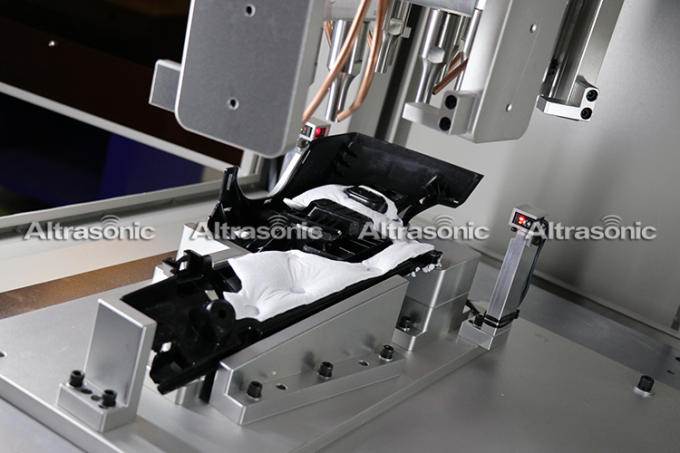
Różne metody spawania tworzyw sztucznych dla przemysłu motoryzacyjnego
Spawanie tworzyw sztucznych ogranicza się do spawania tworzyw termoplastycznych, ponieważ tylko tworzywa termoplastyczne mogą stopić się lub zmiękczyć po podgrzaniu, podczas gdy tworzywa termoutwardzalne nie mogą mięknąć i topić się po podgrzaniu.
Spawanie gorącym powietrzem jest podobne do spawania gazowo-tlenowego metalu, z tym wyjątkiem, że jest on ogrzewany strumieniem gorącego gazu z otwartym płomieniem. W procesie spawania gorącym gazem przepływ gorącego gazu z palnika spawalniczego (typowa temperatura wynosi 200-300 ° C, szybkość przepływu wynosi 15 ~ 60 l / min), a jednocześnie pręt napełniający i spaw spawany. Gdy powierzchnia materiału mięknie do stanu lepkiego, pręt napełniający jest ciągły. Wciśnij w spoinę. Materiał pręta wypełniającego jest taki sam jak materiał podstawowy, zwykle okrągły (o średnicy około 3 mm), a do spawania grubych blach stosuje się spawanie wielospawowe. Jedną wadą okrągłych prętów wypełniających jest to, że puste pęcherzyki są łatwo uwięzione w spoinie podczas wielu przejść spawania, co skutkuje zmniejszoną wytrzymałością, którą można rozwiązać za pomocą prętów spawalniczych o przekroju trójkątnym. Typowe materiały, które można spawać gorącym powietrzem, obejmują polichlorek winylu, polietylen, polipropylen, pleksi, poliwęglan, polioksymetylen, polistyren, nylon, ABS i tym podobne. Główną zaletą spawania gorącym gazem jest możliwość dostosowania (elastyczność), którą można wykorzystać do obróbki dużych, skomplikowanych części za pomocą prostego urządzenia przenośnego. Spawanie gorącym powietrzem nadaje się do nieregularnych konstrukcji, ale jest powolne, a jakość spawania zależy w dużej mierze od umiejętności operatora, dlatego rzadko jest stosowana do produkcji masowej, ale nadaje się do operacji naprawczych.

Osoba kontaktowa: Ms. Hogo Lv
Tel: 0086-15158107730
Faks: 86-571-88635972

