|
Szczegóły Produktu:
|
| Nazwa produktu: | Ultradźwiękowa nitownica spawalnicza | częstotliwość: | 35 kHz |
|---|---|---|---|
| moc: | 800w | Moc na wlocie: | AC220V ± 10V lub AC110V ± 10V, 50 / 60HZ |
| Zakres częstotliwości rezonansu auotomatycznego: | ± 1000 Hz | Środowisko pracy: | + 5 ~ + 50 ℃ |
| Utrzymanie środowiska: | -5 ~ + 70 ℃ | Waga netto: | 10 kg |
| Maksymalny prąd: | 15A | ||
| High Light: | sonic welding machine,portable spot welder |
||
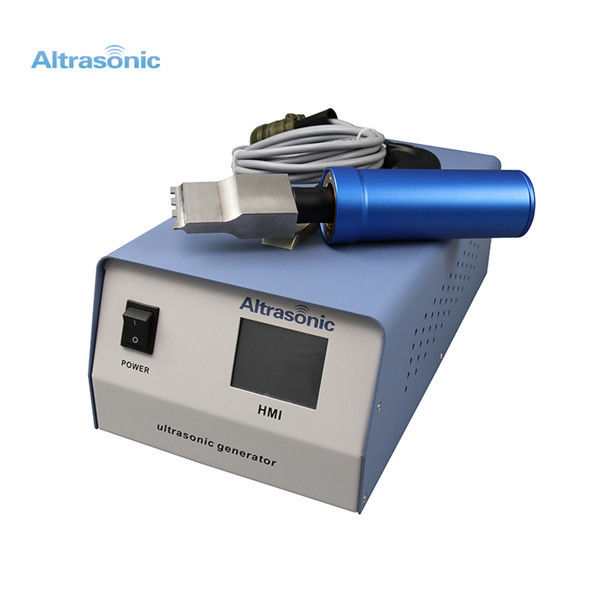
Mobilna termoplastyczna ultradźwiękowa zgrzewarka tytanowa 35 Khz Niskie zużycie energii
Definicja ultradźwiękowego automatycznego zgrzewania tworzyw sztucznych:
Zgrzewanie ultradźwiękowe to zaawansowana technologia spiekanych wyrobów z tworzyw sztucznych.Zastosowanie tej technologii może zastąpić dotychczasową produkcję topnika, klejów, sprzączek lub innego mocowania mechanicznego, poprawiając w ten sposób wydajność produkcji i obniżając koszty.Te spawarki łączą wyrafinowanie techniczne z łatwością obsługi.Można je łatwo zintegrować z urządzeniami produkcyjnymi.Zasada zgrzewania ultradźwiękowego polega na tym, że generator ultradźwiękowy przekształca energię elektryczną o wysokiej częstotliwości w ruch mechaniczny o wyższej częstotliwości, a następnie ruch mechaniczny poprzez zestaw amplitudy można zmienić na urządzenie transmisyjne do głowicy spawalniczej.Głowica spawalnicza przekazuje odebraną energię wibracji do części złącza spawanego przedmiotu, w której energia wibracji jest zamieniana na energię cieplną poprzez tarcie, a tworzywo sztuczne jest topione.Ultradźwięki mogą być używane nie tylko do zgrzewania twardych tworzyw termoplastycznych, ale także do obróbki tkanin i folii.ALTRASONIC znajdzie najlepsze rozwiązanie dla Twoich potrzeb w zakresie spawania termoplastów.
Dane techniczne:
| Typ pistoletu i typ cylindra | |||||
| Model | HS-40 | HS-35 | HS-30 | HS-28 | HS-20 |
| Częstotliwość | 40kHz | 35kHz | 30kHz | 28 kHz | 20kHz |
| Moc | 500W | 500 ~ 800 w | 500 ~ 800 w | 500 ~ 800 w | 500 ~ 1000 w |
| Róg | ≤10mm | ≤10mm | ≤10mm | ≤12mm | ≤13mm |
| Średnica obudowy | 44mm | 44mm | 44mm | 44mm | 64mm |
| Waga spawacza | 1,0 kg | 1,0 kg | 1,0 kg | 1,0 kg | 1,5 kg |
| Generator cyfrowy | ● | ● | ● | ● | ● |
| Generator analogowy | ● | ● | ● | ● | ● |
Typ pistoletu: zgodnie z konstrukcją kształtu ludzkiego ciała, ultradźwiękowy przełącznik startowy znajduje się na spuście, łatwy do uchwycenia i użycia operacji spawania, szczególnie odpowiedni do poziomego lub pionowego.
Typ cylindra: dla wyglądu prostego projektu, ultradźwiękowy przełącznik startowy znajduje się na zewnątrz cylindra, łatwy do spawania i ręczny, może być również zainstalowany między maszyną, operacja spawania dla każdego kierunku.
Zalety i wady Ultradźwięki w przemyśle samochodowym.
Zalety:
1. zastosowanie w nitowaniu, formowaniu i spawaniu
2. lekka, łatwa do zabrania, łatwa w obsłudze (podręczna)
3. Wyposażony w timer spawania
4. Easty, aby ustawić spawanie w czasie
5. Wyposażony w obwód zabezpieczający przed przeciążeniem (napięcie, prąd, faza, temperatura, wyjście)
6. Moc wyjściowa FET
7. Automatyczny rezonans
8. Automatycznie utrzymuj funkcję amplitudy
9. Rozpoczęcie: osiągnięcie maksymalnej mocy przy 105 ms
Niedogodności:
Ograniczenie miary, kształtu i materiału (zgrzewanie ultradźwiękowe dla tworzyw PP, PC, ABS, PA, PS, AMMA).
Czynniki wpływające na spawanie termoplastyczne:
Ultradźwiękowe tworzywa samochodowe jako warunek zgrzewania ultradźwiękowego najważniejszy jest czas zastosowania energii zgrzewania (wibracje, czas zgrzewania) długość i ciśnienie oczywiście inne warunki są również bardzo ważne.Temperatura zgrzewania ultradźwiękowa lepkość materiału spawalniczego temperatura przepływu.W przeciwnym razie materiał się nie stopi.
Stan zgrzewania ultradźwiękowego:
Wraz z amplitudą im wyższa amplituda, tym wyższy wzrost temperatury.Na uformowany wyrób wywiera się nacisk za pomocą cylindrycznego spojrzenia.Ogólne ciśnienie sprężonego powietrza wynosi 0,1-0,3 MPa (manometr), czasami wyższe.Ale jeśli użycie wysokiego ciśnienia utrudni cylindryczne wibracje.
Czas zgrzewania różni się w zależności od materiału i kształtu produktu.Czas zgrzewania niektórych wyrobów formowanych wynosi tylko 0,2 sekundy.Z biegiem czasu spowoduje nadmierne spawanie i wytworzy dużo błysku i pęcherzyków, co skutkuje słabą szczelnością, należy zwrócić uwagę.Czas schładzania (utrzymywania) W przypadku krystalicznego tworzywa sztucznego, jeśli temperatura jest niższa od temperatury topnienia, połączenie ulegnie zestaleniu, zwykle czas ciśnienia jest utrzymywany w zakresie 0,1-0,2 sekundy.plastik AMMA).
Spawanie ultradźwiękowe: wibracje ultradźwiękowe z ultradźwiękową formą spawalniczą, przewodnictwo energii zgrzewania ultradźwiękowego do powierzchni z tworzywa sztucznego, powodujące lokalną temperaturę, dzięki czemu powierzchnia z tworzywa sztucznego topi się.Pod naciskiem ręki ultradźwiękowej, aby zgrzewać plastik, piękny, mocny efekt.
Implanty ultradźwiękowe: śruby nakrętki lub inny metal w plastikowy element obrabiany.Energia ultradźwiękowa przez maszynę ultradźwiękową zostanie przekazana do metalu.Szybkie wibracje i ciepło, ciśnienie w maszynie ultradźwiękowej, aby metalowe przedmioty były osadzone bezpośrednio w plastikowym wnętrzu.
Nitowanie ultradźwiękowe: natura metalu i plastiku lub dwóch różnych plastikowych połączeń ze sobą, może wykorzystać ultradźwiękową maszynę do nitowania, dzięki czemu spawana jest twarda, krucha, piękna, mocna.
Zasada przenośnego ultradźwiękowego pistoletu do zgrzewania punktowego z tworzywa sztucznego:
Gdy ultradźwiękowa rola w powierzchni styku z tworzywa termoplastycznego wygeneruje dziesiątki tysięcy razy na sekundę, wibracje o wysokiej częstotliwości, wibracje o wysokiej częstotliwości, energia ultradźwiękowa przez falę ultradźwiękową przekazywaną do formy na ultradźwiękową powierzchnię materiału spawalniczego, będzie wytwarzać materiały wysokotemperaturowe.Plastikowa powierzchnia styku powodująca szybkie topienie, w połączeniu z naprężeniem, miesza się i koaguluje, aby osiągnąć cel zgrzewania ultradźwiękowego.
Zastosowania w samochodach:
Ultradźwiękowe zgrzewanie punktowe stosuje się głównie w częściach wewnętrznych samochodów.Ultradźwiękowe zgrzewanie punktowe w dźwiękoszczelnej bawełnie osłony silnika, tułowia i osłony kół oraz filcu przedsionkowego.Ultradźwiękowe spawanie nitowania może być stosowane w spawaniu wylotów klimatyzacji samochodowej, lusterku wstecznym samochodu, klamkach drzwi samochodowych, drzwiach samochodu ręcznego i tak dalej.
Części samochodowe z tworzyw sztucznych są najczęściej spawane w niestandardowym sprzęcie do zgrzewania ultradźwiękowego, długiej konstrukcji wielostanowiskowej, ze sterowaniem programem PCL i obsługą LCD, zgrzewaniem dużych złożonych elementów samochodowych, w tym różnymi kierunkami powierzchni spawania, w wielu lokalizacjach.
Komponenty i rodzaje klaksonu:
Komponenty do spawania ultradźwiękowego (róg, wzmacniacz i przetwornik)
Mogą wzmacniać amplitudę w określonym stosunku krok po kroku.Na przykład amplituda przetwornika wynosi 6 mm, wzmacniacz może ją wzmocnić potrójnie do 18 mm, a następnie tuba może ją wzmocnić do 36 mm.Jednak żywotność tuby uległaby skróceniu wraz ze wzmocnieniem amplitudy.Wymagana amplituda różni się w zależności od materiału spawalniczego.
Istnieją trzy popularne materiały na róg:
Tytan
wysoka cena, doskonała wydajność, dobra wytrzymałość i niska strata, trudne w obróbce;
Jego amplituda może dochodzić do 60mm.
Aluminium
niska cena, szybka strata, łatwa do przetworzenia;
Jego najwyższa amplituda mniejsza niż 300 mm.
Stal
zbyt twardy, by mógł być zrobiony jak róg;
jego najwyższa amplituda mniejsza niż 25 mm;
Nadaje się do cięcia, ale należy dodać cybuch w celu jego schłodzenia.
![]()
![]()
Etykietka: zgrzewarka ultradźwiękowa punktowa,przenośny zgrzewarka punktowa spot
Osoba kontaktowa: Hogo Lv
Tel: 0086-15158107730
Faks: 86-571-88635972