|
Szczegóły Produktu:
|
| moc: | 500 W. | częstotliwość: | 20 kHz / 40 kHz |
|---|---|---|---|
| Generator: | Cyfrowy | Podanie: | Wiercenie ultradźwiękowe |
| składniki: | Generator cyfrowy, przetwornik, wzmacniacz, klakson | ||
| Podkreślić: | ultrasonic grinding machine,ultrasonic drilling machine |
||
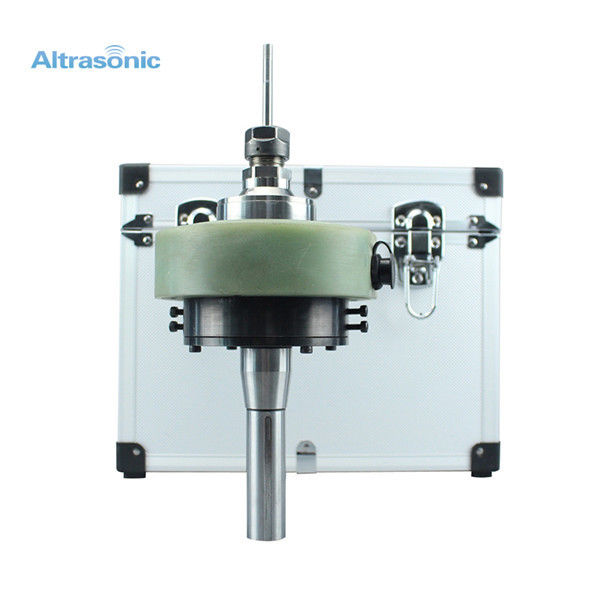
Ultradźwiękowy mikroukład ceramiczny do wiercenia w twardych i kruchych materiałach
Parametry techniczne:
Kształt produktu: uchwyt frezu HSK63
Amplituda rezonansu: 10um lub więcej;
Prędkość: 3000 r / min lub mniej
Pasujące narzędzie: głowica frezarska z węglików spiekanych Φ2-Φ13; przecinak tarczowy Φ50;
Moc: 500 W
| Częstotliwość | 20 Khz / 40 Khz |
| Moc wyjściowa | 500 W |
| Napięcie | 220 V |
| Przełącznik | Uchwyt lub przełącznik nożny |
| Regulacja mocy | Krok lub ciągły |
| Kontrola czasu pracy | 24 godziny |
| Waga | 30 KG |
| Podanie | Wiercenie ultradźwiękowe |
| Generator | Cyfrowy generator |
| Długość kabla | 5 mln |
Wiercenie ultradźwiękowe
Wiercenie wspomagane ultradźwiękami jest ostatnio opracowaną techniką, w której drgania o wysokiej częstotliwości (> 20 kHz) nakładają się na ruch standardowego wiertła w kierunku osiowym, zapewniając zalety, w tym zmniejszone siły wiercenia (redukcja często przekraczająca 80%). ) i poprawiona jakość wierconych otworów w porównaniu do wiercenia konwencjonalnego. Wiercenie wspomagane ultradźwiękami pozwala również zmniejszyć wielkość rozwarstwienia wejścia i wyjścia, ale nie w oczekiwanej proporcji, biorąc pod uwagę zaobserwowaną redukcję sił wiercenia. Inny proces mechaniczny niż w przypadku konwencjonalnego wiercenia może prowadzić do rozwarstwiania podczas wiercenia wspomaganego ultradźwiękami, na przykład efektów dynamicznych lub termicznych oprócz obciążeń wzdłużnych i momentowych.
Celem tego projektu jest uzyskanie mechanicznego zrozumienia procesu, który napędza rozwarstwianie podczas wiercenia wspomaganego ultradźwiękami oraz wdrożenie go w modelu analitycznym i narzędziach numerycznych ze zdolnością predykcyjną. Można je następnie wykorzystać do udoskonalenia wiertła wspomaganego ultradźwiękiem, aby zminimalizować delaminację i przewidzieć działanie połączeń hybrydowych z uszkodzeniami wywołanymi przez ultradźwięki.
Zasada:
Wiercenie ultradźwiękowe jest nietradycyjnym, luźnym procesem obróbki ściernej. Fale ultradźwiękowe są falami dźwiękowymi o częstotliwości wyższej niż 20 000 Hz.
Fale ultradźwiękowe można generować za pomocą źródeł mechanicznych, elektromagnetycznych i cieplnych. Mogą być wytwarzane w gazach (w tym w powietrzu), cieczach i ciałach stałych. W procesie wiercenia ultradźwiękowego materiał usuwa się przez mikro-rozdrabnianie lub erozję za pomocą cząstek ściernych.
Narzędzie jest oscylowane przez piezoelektryczny przetwornik i oscylator elektryczny o częstotliwości około 20 kHz. Narzędzie to zmusza ziarno ścierne, w szczelinie między narzędziem a przedmiotem obrabianym, do normalnego oddziaływania na powierzchnię roboczą, a tym samym do obróbki powierzchni roboczej.
Im mniejszy rozmiar ziarna, tym mniejszy moment otrzymuje od narzędzia. Gdy narzędzie porusza się w dół, siła działająca na większe grys gwałtownie rośnie, dlatego niektóre grysy mogą być złamane. Ostatecznie narzędzie dochodzi do końca uderzenia i grysuje z rozmiarem większym niż minimalna szczelina przeniknie do narzędzia i powierzchni roboczej w różnym stopniu.
Aplikacje
Przewagi konkurencyjne:
Ultradźwiękowy mikroukład ceramiczny do wiercenia w twardych i kruchych materiałach


Warsztat:
Certyfikat CE:

Pakowanie i wysyłka:

Zapłata:

Osoba kontaktowa: Ms. Hogo Lv
Tel: 0086-15158107730
Faks: 86-571-88635972