Analiza i leczenie typowych problemów związanych z nitowaniem ultradźwiękowym
1. Łeb nitu jest niespójny, a jego wygląd jest nierówny

Powód:
- Wnęka do nitowania jest za duża lub bolec jest za krótki
- Nadmierna amplituda prowadzi do degradacji materiału
Rozwiązanie:
- Zmniejsz rozmiar wnęki lub zwiększ wysokość szpilki
- Zmniejsz amplitudę lub użyj kroku amplitudy
2. Wokół główki nitu jest zbyt wiele krawędzi błyskawicznych

Powód:
- Wnęka do nitowania jest za mała lub szpilka jest za wysoka
- Ustawienie zatrzymania mechanicznego jest za wysokie
- Sworzeń nie jest wycentrowany we wnęce głowicy spawalniczej
Rozwiązanie:
- Zwiększ rozmiar wnęki lub zmniejsz wysokość szpilki
- Zmniejszyć ograniczniki mechaniczne
- Sprawdź koncentryczność
3. Nit jest uformowany na górnym sworzniu sworznia; spód szpilki topi się i zaczyna się kurczyć

Powód:
- Ostry róg na dole kołka powoduje koncentrację naprężeń
- Ciśnienie zaciskające jest zbyt wysokie lub amplituda jest zbyt mała
- Głowica spawalnicza jest za krótka lub prędkość jest za duża.
Rozwiązanie:
- Zwiększ promień na dole kołka
- Zmniejsz zbyt wysokie ciśnienie lub zwiększ amplitudę
- Zwiększ skok w dół lub zmniejsz prędkość opadania
4. Silne wgniecenie i odkształcenie po drugiej stronie główki nitu

Powód:
- Niewłaściwe mocowanie
- Siła docisku jest zbyt duża
Rozwiązanie:
- Przetestuj metalowy wspornik i zmniejsz amplitudę w dolnej części obszaru nitowania
- Zmniejsz siłę docisku i umieść metalową płytkę między sworzniem a zaciskiem jako radiator, aby zmniejszyć wcięcie
5. Luźny przedmiot po nitowaniu

Powód:
- Stopiony trzpień nie zestala się całkowicie przed zwolnieniem ciśnienia.
- Ustawienie ogranicznika lub dolnego limitu jest zbyt wysokie
Rozwiązanie:
- Wydłużyć czas utrzymywania ciśnienia
- Zmniejszyć ograniczniki mechaniczne
6. Spód kołka jest łamany podczas procesu nitowania

Powód:
- Koncentracja stresu w ostrym rogu szpilki
- Sworzeń i końcówka rogu nie są prostopadłe
Rozwiązanie:
- Zwiększ dolny promień sworznia
- Sprawdź wyrównanie
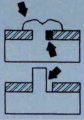
7. Odkształcenie spowodowane przepływem tworzywa między przedmiotami podczas nitowania

Powód:
- Amplituda jest za wysoka
- Odstęp między zawleczką a otworem jest zbyt duży
Rozwiązanie:
- Zmniejsz amplitudę lub kup krok amplitudy
- Zmniejszyć przysłonę
- Użyj tłoka zewnętrznego lub zewnętrznego węzła dla lepszego uszczelnienia
8. Silne wgniecenie i odkształcenie po drugiej stronie główki nitu

Powód:
Metal nie jest prawidłowo umieszczony na spodzie plastikowej części
Rozwiązanie:
- Wydłuż czas spawania i utrzymywania
- Zwiększ wysokość szpilki
9. Łeb nitu jest źle uformowany, a kołek przylega do powierzchni rogu
Powód:
- Słabe dopasowanie między średnicą sworznia a otworem przelotowym
- Materiał przepływa do szczeliny między sworzniem a przedmiotem obrabianym
- Niewystarczające smarowanie powierzchni głowicy spawalniczej
Rozwiązanie:
- Dopasuj poślizg między zawleczką a otworem przelotowym
- Popraw dopasowanie między kołkiem a otworem przelotowym
- Testowanie powłoki głowicy spawalniczej (takiej jak TiN)



