

Podczas gdy pojęcie zgrzewania ultradźwiękowego jest proste, proces projektowania solidnego złącza i opracowanie skutecznego procesu spawania może być dość skomplikowany. Zwykle zaczyna się od nominalnej konstrukcji złącza, konstrukcji gniazda i klaksonu, a także wzmocnienia sprzęgacza energii, aby uzyskać nominalną amplitudę drgań na spawanych powierzchniach. Następnie proces iteruje między dostosowaniem geometrii złącza i optymalizacją parametrów procesu spawania (wzmocnienie sprzęgacza energetycznego, objęcie energii i energii, ciśnienie i czas trwania).
Aby utworzyć dobry spaw, części muszą nawiązać początkowy kontakt na stosunkowo małym obszarze w porównaniu do gotowego obszaru spoiny. Pozwala to na rozpoczęcie topienia wkrótce po zastosowaniu wibracji ultradźwiękowych.
Istnieją dwa powszechne podejścia do tworzenia małego początkowego obszaru styku: łącznik kierujący energią i połączenie ścinające.
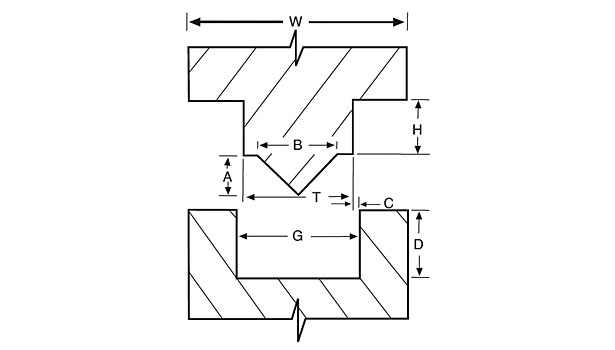
Dyrektor ds. Energii jest elementem uformowanym w dolnej części górnej części. Kierownik energii ma trójkątny przekrój, a punkt trójkąta zapewnia początkowy kontakt między dwiema częściami. Dyrektor energii koncentruje energię wibracyjną w małym obszarze styku.
Złącze ścinające zapewnia wytrzymałość i może być użyte do utworzenia hermetycznego uszczelnienia. Części są zaprojektowane tak, aby początkowo zakłócać pracę na niewielkim obszarze. Gdy wibracje ultradźwiękowe są stosowane, a klakson naciska na części, górna część wtapia się w dolną część. Wiele geometrii połączeń jest możliwych, ale wszystkie wykorzystują pewien sposób zapewnienia małego początkowego obszaru styku dla spoiny.
Opracowanie połączenia zgrzewanego ultradźwiękowo nie jest nauką ścisłą. Każda część i każde spoiwo ma swoją indywidualną charakterystykę. Sprawdzenie, czy wspólny projekt i proces spawania pracują razem, będzie wymagać pewnej iteracji. Najpierw ustal, co wspólnego musi zrobić i jak zmierzysz jego siłę i funkcjonalność. Podczas oględzin spoiny możesz chcieć wykonać test rozciągania i ścinania lub test szczelności pod ciśnieniem.
Po opracowaniu początkowej geometrii połączenia, zrób zestaw części prototypowych o nominalnych wymiarach i przygotuj, być może, dwa dodatkowe zestawy z różnymi pasowaniami (na przykład mocniejszymi lub luźniejszymi), zachowując pozostałe wymiary. Jednym podejściem do montażu w kształcie dysku dwóch części połączonych teleskopem może być użycie tego samego identyfikatora na zewnętrznej części i zmiana OD na wewnętrznej części dla ściślejszego lub luźniejszego dopasowania. Dostosuj projekt i przeprowadź dalsze testy, aż uzyskasz połączenie, które dobrze spawa.
Po osiągnięciu wspólnego projektu i procesu spawania, który będzie współdziałał, można oczekiwać konsekwentnie czystych, szybkich spoin w procesie montażu urządzeń medycznych.
Znajdź profesjonalne rozwiązanie do spawania?
Kliknij Altrasonic Welding, aby go zrealizować!
Osoba kontaktowa: Ms. Hogo Lv
Tel: 0086-15158107730
Faks: 86-571-88635972

