

Ultradźwiękowe drgania mechaniczne (częstotliwość 10-70 kHz, amplituda 1-250 μm) są stosowane do części plastikowych w celu wytworzenia lokalnego ogrzewania pod ciśnieniem (ciepło jest wynikiem połączonego efektu tarcia powierzchniowego i międzycząsteczkowego) i topienia. Jak pokazano, proces zgrzewania ultradźwiękowego jest podzielony na cztery etapy.
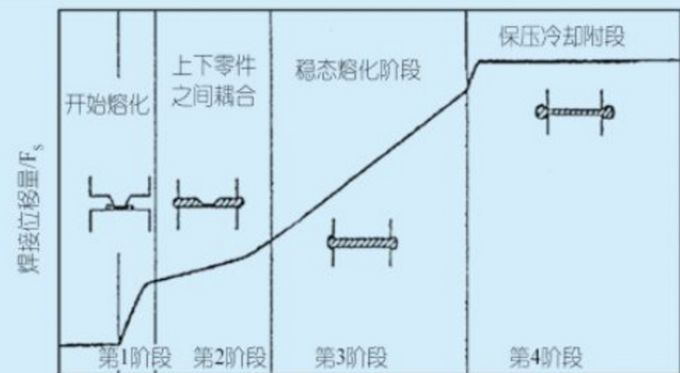
Etap 1: Róg styka się z częścią, wywierając nacisk i zaczynając wibrować. Ciepło tarcia rozprasza żebra prowadzące energię, a roztwór wpływa do powierzchni wiążącej. Gdy odległość między dwiema częściami maleje, zmniejsza się ilość spawania (odległość między dwiema częściami w wyniku przepływu stopu). Początkowo ilość przemieszczenia spawalniczego gwałtownie wzrasta, a następnie zwalnia, gdy żebro prowadzące stopioną energię rozprzestrzenia się i styka z powierzchnią dolnej części. W fazie tarcia stałego ciepło generowane jest przez energię tarcia między dwiema powierzchniami i tarcie wewnętrzne w części. Ciepło tarcia powoduje, że materiał polimerowy nagrzewa się do temperatury topnienia. Ilość ciepła zależy od częstotliwości działania, amplitudy i ciśnienia.
Etap 2: Wzrost szybkości topnienia powoduje zwiększenie ilości przemieszczenia spawalniczego i kontaktu między powierzchniami dwóch części. Na tym etapie tworzy się cienka stopiona warstwa, a grubość stopionej warstwy zwiększa się dzięki ciągłemu wytwarzaniu ciepła. Ciepło na tym etapie jest generowane przez lepkie rozpraszanie.
Etap 3: Grubość warstwy roztworu w spoinie pozostaje taka sama i towarzyszy jej stały rozkład temperatury, występuje topnienie w stanie ustalonym.
Etap 4: Po upływie określonego czasu lub po osiągnięciu określonej energii, poziomu mocy lub odległości, zasilanie zostaje wyłączone, wibracje ultradźwiękowe zostają zatrzymane i rozpoczyna się czwarty etap. Ciśnienie jest utrzymywane, a część dodatkowego roztworu jest wyciskana ze złącza. Maksymalna wielkość przemieszczenia jest osiągana, gdy spoina jest schłodzona i zestalona, i następuje dyfuzja międzycząsteczkowa.
Osoba kontaktowa: Ms. Hogo Lv
Tel: 0086-15158107730
Faks: 86-571-88635972

