

Metody nitowania ultradźwiękowego
W zależności od materiału i wymagań dotyczących stakowania zalecane są dwie metody: metoda konwencjonalna, która jest najczęściej stosowana oraz metoda wysokociśnieniowa. Obie metody tyczenia wymagają prawidłowego umiejscowienia kołka i sztywnego podparcia bezpośrednio poniżej, aby zapewnić prawidłowe wyrównanie z wnęką klaksonu, a energia ta zostanie zużyta na styku klaksonu / kołka, zamiast ekscytować cały plastikowy zespół i mocowanie.
Metoda konwencjonalna:
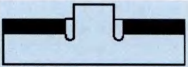
W tym przypadku chodzi o lokalizację energii ultradźwiękowej na górze plastikowego kołka, aby tylko ten obszar kołka zaczął się topić. Mechanika zastosowana do wygenerowania tej metody wytapiania ze stopu często wymaga wstępnego uruchomienia (energetyzowania klaksonu ultradźwiękowego) przed zetknięciem się z górną częścią kołka. Klakson opada na kołek z zadaną prędkością i naciskiem (siłą nośną), aby umożliwić stopienie powierzchni kołka. Ważne jest, aby prędkość opuszczania klaksonu nie była większa niż szybkość topnienia plastikowego kołka; Zapobiega to deformacji kołka lub wyboczeniu.
Plastikowy kołek wtapia się w zagłębienie klaksonu. Następnie wymagany jest czas wstrzymania (przestoju), aby umożliwić zestalenie zreformowanej główki kołka. Wystarczająca siła docisku między uformowaną głowicą a klaksonem podczas krzepnięcia utrzyma części ściśle z sobą połączone.
Metoda wysokociśnieniowa:
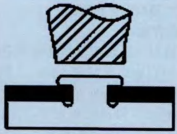
Metoda ta polega na reformowaniu kołka z tworzywa sztucznego bez osiągania temperatury topnienia na powierzchni, tworząc warunki, które miękną i formują kołek w grzybowy kształt przy użyciu rogu płaskiego. (Można również zastosować wnęki.) Metoda wysokociśnieniowa najlepiej działa z materiałami sprężystymi, takimi jak ABS i wysokoudarowy styren lub polietylen i polipropylen. Jednak stwierdzono również, że działa dobrze z bardziej sztywnymi materiałami, takimi jak poliwęglan i acetal. Mechanika zastosowana do wykonywania wytrząsania pod wysokim ciśnieniem wymaga dużej siły między powierzchnią roboczą rogu a górną częścią plastikowego kołka przed zasileniem rogu ultradźwiękowego i użyciem rogu o niskiej amplitudzie. Klakson przekształca kołek, tworząc główkę grzyba na szczycie kołka. Wybrana odległość przesuwu pozwala na swobodne przesuwanie się połączonych części lub ich ścisłe połączenie. Zaleca się stosowanie tylko niskoprofilowych kołków z tworzywa sztucznego, aby zapobiec zginaniu kołków (ugięcie), gdy przykłada się duży nacisk między górną część kołka i klakson. Rycina 8 pokazuje przekrój kołka w kształcie pokoju z papką.
Osoba kontaktowa: Ms. Hogo Lv
Tel: 0086-15158107730
Faks: 86-571-88635972

