

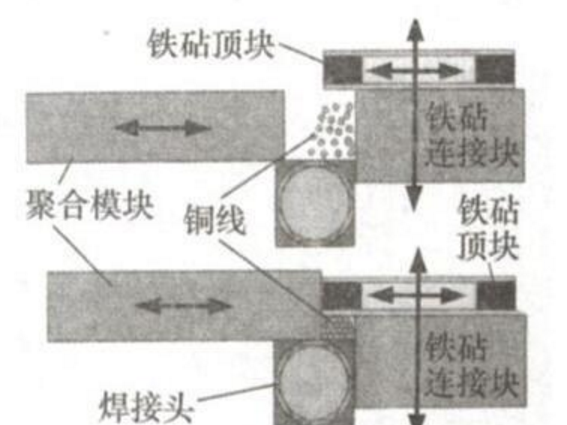
Podczas spawania, z wyjątkiem wibracji głowicy spawalniczej, inne głowice narzędziowe nie poruszają się. Po zakończeniu spawania moduł polimeryzacji jest wycofywany, górny blok kowadełka jest wycofywany i blok połączenia kowadełka jest podnoszony, aby można było wyjąć wiązkę przewodów. Ponieważ głowica spawalnicza wibruje, a inne głowice narzędziowe są zamocowane, w celu uniknięcia spawania między głowicami narzędziowymi i głowicą spawalniczą, spawarka jest uszkodzona, więc górna powierzchnia głowicy spawalniczej i dolna powierzchnia polimeryzacji moduł i powierzchnia boczna górnego bloku kowadełka Pozostaje szczelina 0,025 mm z boku bloku połączenia kowadełka, tak że głowica spawalnicza nie może stykać się z innymi głowicami narzędzi. Nie powinno być również żadnych zanieczyszczeń, takich jak pęknięta miedź pomiędzy tymi szczelinami, w przeciwnym razie powierzchnia robocza głowicy narzędzia zostanie skorodowana podczas spawania, a płytka drukowana może zostać uszkodzona w ciężkich przypadkach.
Ponieważ wibracje ultradźwiękowe są generowane przez głowicę spawalniczą, energia jest przesyłana z głowicy spawalniczej do górnego bloku kowadełka. Dlatego im bliżej głowicy spawalniczej jest energia, tym więcej energii jest przenoszone z góry na dół, więc linia powinna być gruba. Drut jest umieszczany na najniższym końcu, blisko powierzchni głowicy spawalniczej, a cieńsze druty są ułożone pionowo w górę, tak że gruby drut może uzyskać dużą energię, zapobiegając w ten sposób nadmiernemu spawaniu lub niewystarczającemu spawaniu. Pionowe wyrównanie zapobiega lutowaniu bocznemu i zapewnia jakość lutowania.
Wymagania dotyczące zgrzewania ultradźwiękowego dla umieszczenia drutu
Podczas wykonywania zgrzewania ultradźwiękowego konieczne jest ustawienie odpowiednich parametrów, takich jak pole przekroju poprzecznego drutu, wyrównanie drutu, ciśnienie, skok spawania, amplituda, szerokość, ciśnienie, energia i tym podobne. Podczas procesu spawania przewody powinny być zachodzące na siebie, a duże linie przekroju powinny być umieszczone blisko głowicy narzędzia spawalniczego poniżej, aby spawanie było wystarczające; przewody powinny być umieszczone blisko powierzchni kowadła i blisko siebie, aby po spawaniu były wystarczająco mocne. Długość zakładki przewodu jest zwykle ustawiona na 13 ~ 15 mm, długość zakładki jest zbyt krótka, wytrzymałość spawania nie jest łatwa do zagwarantowania, długość zakładki jest zbyt długa, końcówka spawalnicza jest łatwa do uformowania, a długość operacja następnego procesu jest niewygodna. Utlenianie, pęknięte druty, defekty i topienie warstwy izolacyjnej nie są dozwolone na powierzchni spawanej powierzchni.
4 ważne parametry i zalety zgrzewania ultradźwiękowego
1) Amplituda to maksymalna odległość w kierunku drgań od punktu początkowego drgań w mikronach. Współdziałają podczas spawania, co bezpośrednio wpływa na jakość spawania drutu. Różne przewody mają różne ustawienia.
2) Powierzchnia modułu polimeryzacji szerokiej i przeciwległej powierzchni bloku połączenia kowadełka, odstęp między nimi podczas spawania, w milimetrach, którego rozmiar określa szerokość spoiny.
3) Ciśnienie jest ciśnieniem wywieranym przez blok kowadła na drut miedziany strefy spawania. Wielkość ciśnienia jest związana z ciśnieniem gazu. Kierunek działania jest prostopadły do kierunku drgań, w funtach na cal kwadratowy.
4) Całkowita energia uwalniana przez spawarkę podczas procesu spawania energii w dżulach. Oznacza to, że gdy energia uwolniona podczas spawania osiągnie ustawioną wartość, spawanie zostanie zakończone.
Spawanie ultradźwiękowe ma swoje wyjątkowe zalety:
1 Wysoka wytrzymałość spawania, doskonała przewodność elektryczna po spawaniu, bardzo niska lub prawie zerowa rezystywność;
2 materiały spawalnicze mają nietopliwe, nie kruche charakterystyki przewodnika;
3 krótkie czasy spawania, znacznie zwiększona wydajność, szybki, energooszczędny;
4 proces spawania jest stabilny, kontrola detekcji on-line;
5 nie wymaga żadnego gazu, lutowia, topnika;
6 spawania bez iskier, dymu, przyjaznych dla środowiska i bezpiecznych;
7 poprawić jakość spawania, aby zapewnić niezawodność działania przewodnika produktu.
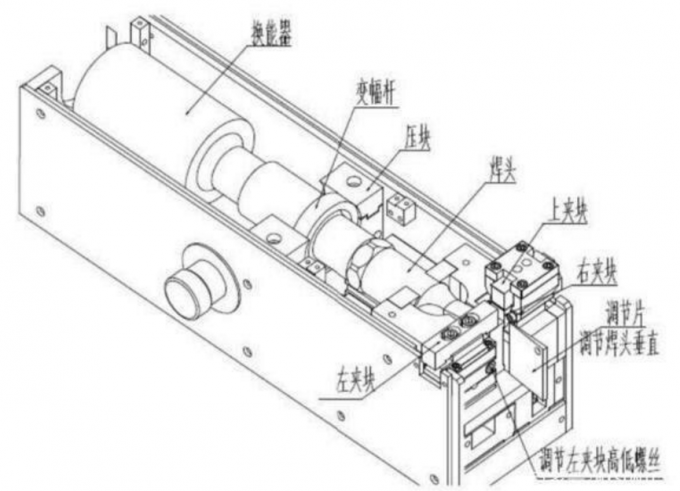
Oprzyrządowanie do zgrzewarki ultradźwiękowej wiązki przewodów

Osoba kontaktowa: Ms. Hogo Lv
Tel: 0086-15158107730
Faks: 86-571-88635972

